TOP STONES
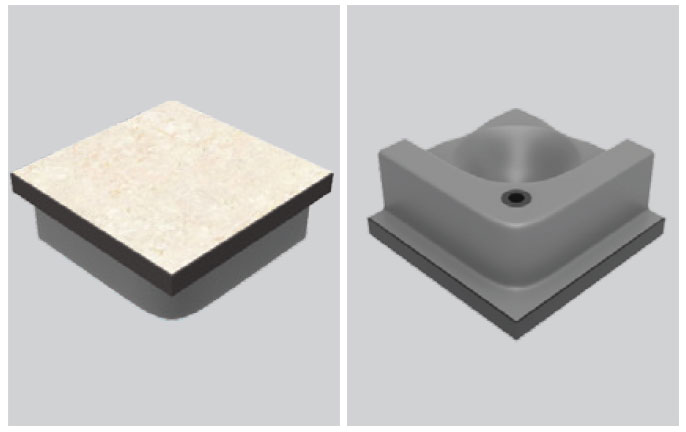
Unitile’s raised access floor system is carefully fitted with Unitile’s Topstone floor panels, which are designed to withstand extreme weight & pressure.
Unitile’s Topstone access floor panels (600x600mm) comprise of customer selected vitrified or any natural stones tiles which are factory bonded to steel cementitious access floor panel with proprietary admixed glue to ensure perfect bonding of two different substrates.